Система автоматического управления сверлильно-пробивным станком.
Завод Алюмет-один из ведущих Российских производителей алюминиевых лестниц, стремянок,лестниц-трансформеров, и других аналогичных изделий из алюминиевого и стального профиля.
В связи с постоянно растущим спросом на продукцию собственными силами завода была произведена механизация отдельных этапов производственного цикла. В результате появился первый прототип полуавтоматической многоточечной сверлильной машины, увеличивший производительность выполнения отдельных операций в несколько раз. Машина обладала некоторыми недостатками,связанными с низкой точностью сверления из-за ручного управления дрелями, а так же невозможностью изготовления профилей других типоразмеров. Оператор управлял всей необходимой последовательностью действий вручную, что требовало определенных навыков и квалификации.
Дальнейший рост темпов производства потребовал от руководства предприятия комплексного решения задачи по разработке универсальной и полностью автоматизированной линии, способной существенно сократить время сверления заготовки, повысить точность позиционирования отверстий и уменьшить количество брака.
За решением данной задачи завод Алюмет обратился в инженерную компанию «Электротехнические системы», официальному дистрибутору компаний Mitsubishi Electric (Япония) и Autonics (Ю.Корея). Выбор исполнителя проекта был сделан не случайно. Основными критериями стали опыт, высокая компетенция в области промышленной автоматизации, глубокие знания технических возможностей поставляемой продукции и широкая номенклатура предлагаемой продукции, позволяющие комплексно решить поставленную задачу. Важным аргументом являлась также возможность оперативной поставки со склада всего оборудования, необходимого для реализации проекта. По заданию клиента нашей компанией был реализован весь комплекс работ по модернизации линии включая разработку комплекта технической документации, сборку шкафа управления, написания рабочих программ и пуско-наладку системы.
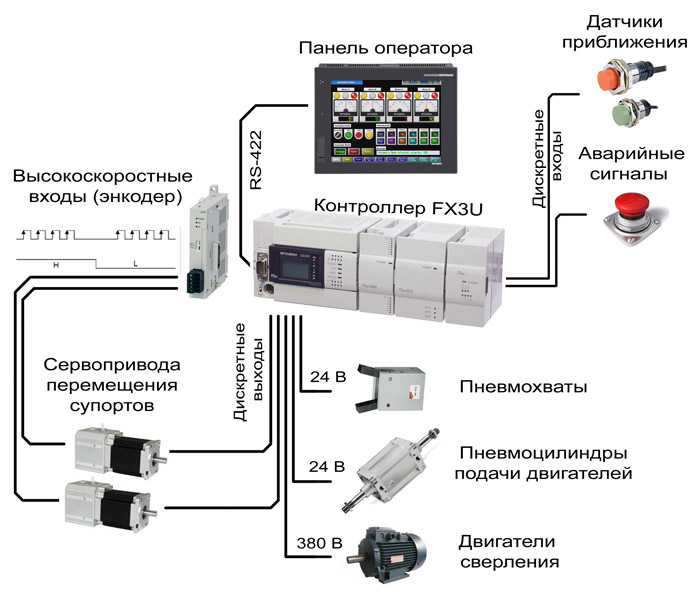
В результате был разработан программно-аппаратный комплекс на базе промышленного логического контроллера Mitsubishi Electric FX3U для управления станком пробивки и сверления алюминиевых и стальных заготовок профилей 20 х 40 мм или 20 х 30 мм.
Из-за особенностей сервопривода, установленного клиентом ещё до начала наших работ по проектированию автоматики, считывание сигнала обратной связи для определения положения суппорта должно было осуществляться через высокоскоростные входы контроллера. Исходя из требований по надежности и функционалу, был выбран быстродействующий программируемый контроллер Mitsubishi серии FX3U-64MT. Благодаря наличию высокоскоростных транзисторных выходов на борту контроллера (до 100 кГц) и высокоскоростных счетчиков для ввода информации с энкодера (до 100 кГц однофазный и 50 кГц двухфазный счет), удалось достаточно легко реализовать алгоритм управления сервоприводом. Итоговое количество задействованных каналов дискретного ввода управляющих сигналов – 56, а максимальное количество используемых в системе датчиков - 80.
Разработанная система управления также включала в себя цветную панель оператора GT1265 с TFT матрицей диагональю 10 дюймов, встроенную в выносной пульт.
Панель предназначена для отображения контрольной информации, задания исходных данных о типе заготовки, корректировки параметров алгоритма автоматического режима, а также реализации возможности ручного управления двигателями и пневматикой в отладочных режимах. Наличие встроенного порта Ethernet позволяет настраивать и отлаживать станок дистанционно через интернет-соединение.
По заданию Заказчика нами было реализовано три основных режима работы: автоматический, ручной и режим отладки. Переход в каждый режим осуществляется при помощи соответствующих кнопок, отображаемых на сенсорной панели оператора.
Ручной режим предназначен для пошагового исполнения программы с возможностью отмены определенных операций и блокировки выбранных исполнительных механизмов. В системе предусмотрен контроль состояния всех датчиков, а также алгоритм обнаружения ошибок в работе исполнительных механизмов. При обнаружении критической неполадки, либо при нажатии кнопки аварийного останова все двигатели сверления обесточиваются, и система выходит в безопасный режим.
В ходе работ по отладке станка специалистами завода было исправлено большинство механических проблем, которые неизбежно возникают при создании новой машины, а все доработки, касавшиеся электрической части прошли без изменения конфигурации системы управления, так как изначально контроллер Mitsubishi FX3U обладал значительной гибкостью при конфигурировании ввода-вывода. Некоторые датчики приближения по нашему предложению были заменены на датчики компании Autonics, в силу их высокой надежности и хорошему диапазону срабатывания в реальных промышленных условиях.
Если рассматривать производственный процесс в целом, то внедрение автоматической линии увеличило суммарной выход продукции в 1,5 раза, при значительном повышении качества выпускаемых изделий. С учетом массовости выпуска изделий, ожидаемый срок окупаемости составляет около года. На данный момент предприятие готовится разместить заказ на автоматизацию следующего проектируемого ими станка–сверлильно-развальцовочного, в котором так же планируется использовать средства автоматизации Mitsubishi-Electric и датчики Autonics.
 Контроллеры семейства FX
Контроллеры семейства FX Программируемый контроллер Alpha2
Программируемый контроллер Alpha2